Томоохон худалдааны бетоны станц 120 м.кв бетон холих станц 120 төрлийн худалдаа холих станц барилгы
- Parameters
- Detail
上海保莱塔自动化有限公司是一家专注塑料机械的设计研发、生产制造加工及销售为一体的现代化科技性企业。公司生产加工销售的“保莱塔”牌注塑机系列合模力有多种规格型号塑料注射成型机,保莱塔注塑机具有节能、环保、低噪声、速度快、、响应迅速、实用等优点。公司生产加工的保莱塔系列伺服注塑机机器已通过了塑料机械产品质量监督检验中心的产品检测。 公司配备完善的设计、生产、加工、装配及检测设备,注射成型机、功能性注塑机为主导产品。致力于为客户提供完善成型生产解决方案。保莱塔薄壁高速机系列型号主要有:170T、210T、250T、280T、320T、350T、380T、420T等。保莱塔高速机应用领域有:一次性餐具、一次性饭盒、餐盒、饭盒、奶茶杯、食品包装容器、医用薄壁产品等。
公司配备完善的设计、生产、加工、装配及检测设备,注射成型机、功能性注塑机为主导产品。致力于为客户提供完善成型生产解决方案。保莱塔薄壁高速机系列型号主要有:170T、210T、250T、280T、320T、350T、380T、420T等。保莱塔高速机应用领域有:一次性餐具、一次性饭盒、餐盒、饭盒、奶茶杯、食品包装容器、医用薄壁产品等。 保莱塔250GS高速机参数保莱塔高速机参数单位250GS注射装置/INJECTION UNIT螺杆直径/SCREW DIAMETERmm52螺杆行程/INJECITON STROKEmm225螺杆长径比/SCREW L/D RATUOL/D25理论注射量/SHOTvolumeCM3420注射重量/injection WEIGHTG378注射压力/INJECTION PRESSUREMPA164保压压力/DWELL PRESSYREKG/CM31675注射速度/INJECTION SPEEDMM/SEC460注射速率/INJECTION PATECM3SEC690螺杆转速/SCREW SPEEDrpm400合模装置/ CLAMPING UNIT合模力/CLAMP FORCEKN2500移模行程/OPEN STROKEmm490拉杆间距/SPACE BETWEEN TIE BARSmm*mm570*520模厚/MAX.MOULD HEIGHTmm670模厚/MIN.MOULD HEIGHTmm300顶出行程/EJECTOR STROKEmm150顶出力/EJECTOR FORCEKN62顶出杆根数/EJECTOR NUMBERN5其他/OTHERS油泵压力/MAX.PUMP PRESSUREMPA23油泵马达功率/PUMP MOTOR POWERKW61电热功率/HEATING POWERKW15.05外形尺寸/MACHINE DIMENSION(L*W*H)m*m*m5.74*1.45*1.78邮箱容积/OILTANK CUBAGEL400机器重量/MACHINE WEIGHTT8.7
保莱塔250GS高速机参数保莱塔高速机参数单位250GS注射装置/INJECTION UNIT螺杆直径/SCREW DIAMETERmm52螺杆行程/INJECITON STROKEmm225螺杆长径比/SCREW L/D RATUOL/D25理论注射量/SHOTvolumeCM3420注射重量/injection WEIGHTG378注射压力/INJECTION PRESSUREMPA164保压压力/DWELL PRESSYREKG/CM31675注射速度/INJECTION SPEEDMM/SEC460注射速率/INJECTION PATECM3SEC690螺杆转速/SCREW SPEEDrpm400合模装置/ CLAMPING UNIT合模力/CLAMP FORCEKN2500移模行程/OPEN STROKEmm490拉杆间距/SPACE BETWEEN TIE BARSmm*mm570*520模厚/MAX.MOULD HEIGHTmm670模厚/MIN.MOULD HEIGHTmm300顶出行程/EJECTOR STROKEmm150顶出力/EJECTOR FORCEKN62顶出杆根数/EJECTOR NUMBERN5其他/OTHERS油泵压力/MAX.PUMP PRESSUREMPA23油泵马达功率/PUMP MOTOR POWERKW61电热功率/HEATING POWERKW15.05外形尺寸/MACHINE DIMENSION(L*W*H)m*m*m5.74*1.45*1.78邮箱容积/OILTANK CUBAGEL400机器重量/MACHINE WEIGHTT8.7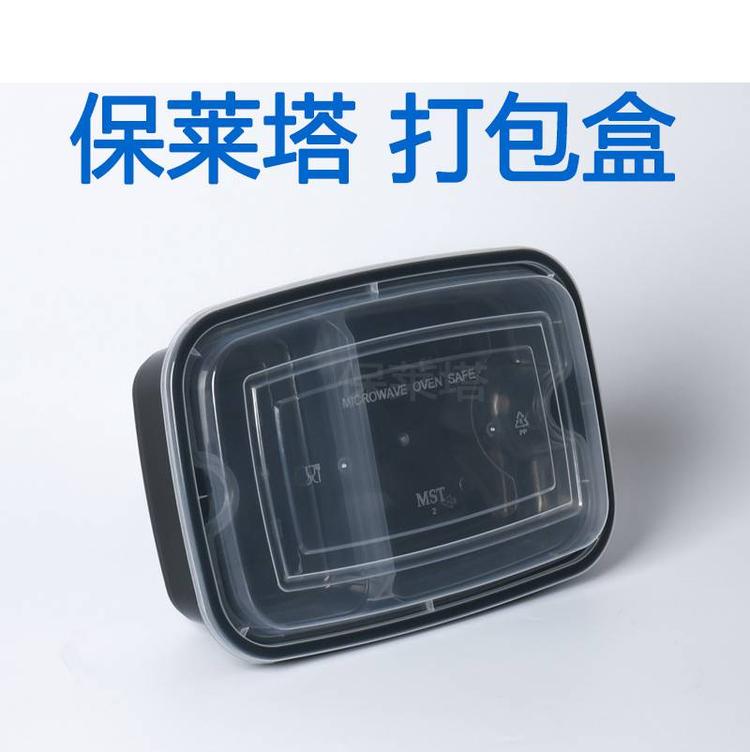 保莱塔250GS高速机生产一次性饭盒规格、壁厚度、速度及产量:方形1000毫升一次性饭盒盖子、产品壁厚约0.35MM,一出四每模时间周期约4-5秒,24小时产量约为76800个左右。圆形1000毫升一次性饭盒盖子、产品壁厚约0.35MM,一出四每模时间周期约4-5秒,24小时产量约为76800个左右。方形1000毫升一次性饭盒、产品壁厚约0.35MM,一出二每模时间周期约4-5秒,24小时产量约为38400个左右。圆形1000毫升一次性饭盒、产品壁厚约0.35MM,一出二每模时间周期约4-5秒,24小时产量约为38400个左右。圆形1250毫升一次性饭盒、产品壁厚约0.35MM,一出二每模时间周期约5-6秒,24小时产量约为31420个左右。圆形4000毫升一次性饭盒、产品壁厚约0.45MM,一出一每模时间周期约6-7秒,24小时产量约为14000个左右。圆形4800毫升一次性饭盒、产品壁厚约0.45MM,一出一每模时间周期约6-7秒,24小时产量约为14000个左右。
保莱塔250GS高速机生产一次性饭盒规格、壁厚度、速度及产量:方形1000毫升一次性饭盒盖子、产品壁厚约0.35MM,一出四每模时间周期约4-5秒,24小时产量约为76800个左右。圆形1000毫升一次性饭盒盖子、产品壁厚约0.35MM,一出四每模时间周期约4-5秒,24小时产量约为76800个左右。方形1000毫升一次性饭盒、产品壁厚约0.35MM,一出二每模时间周期约4-5秒,24小时产量约为38400个左右。圆形1000毫升一次性饭盒、产品壁厚约0.35MM,一出二每模时间周期约4-5秒,24小时产量约为38400个左右。圆形1250毫升一次性饭盒、产品壁厚约0.35MM,一出二每模时间周期约5-6秒,24小时产量约为31420个左右。圆形4000毫升一次性饭盒、产品壁厚约0.45MM,一出一每模时间周期约6-7秒,24小时产量约为14000个左右。圆形4800毫升一次性饭盒、产品壁厚约0.45MM,一出一每模时间周期约6-7秒,24小时产量约为14000个左右。 保莱塔高速机温度控制温度是保莱塔注塑机主要的被控参数之一。在温度控制中,由于受到温度被控对象特性(如惯性大、滞后大、非线性、强耦合等)的影响,使得控制性能难以提高。本文在分析各种控制算法的基础上,确定采用模糊PID作为注塑机温度控制系统的控制算法;通过Matlab 7.0对模糊PID控制和常规PID控制进行仿真分析,结果表明,模糊PID控制算法进行温度控制能较好地克服温度控制对象的滞后问题,提高温度控制的精度。1:过程控制系统基本原理过程控制是采用模拟或数字控制方式对生产过程的物理参数进行甑自动控制。
保莱塔高速机温度控制温度是保莱塔注塑机主要的被控参数之一。在温度控制中,由于受到温度被控对象特性(如惯性大、滞后大、非线性、强耦合等)的影响,使得控制性能难以提高。本文在分析各种控制算法的基础上,确定采用模糊PID作为注塑机温度控制系统的控制算法;通过Matlab 7.0对模糊PID控制和常规PID控制进行仿真分析,结果表明,模糊PID控制算法进行温度控制能较好地克服温度控制对象的滞后问题,提高温度控制的精度。1:过程控制系统基本原理过程控制是采用模拟或数字控制方式对生产过程的物理参数进行甑自动控制。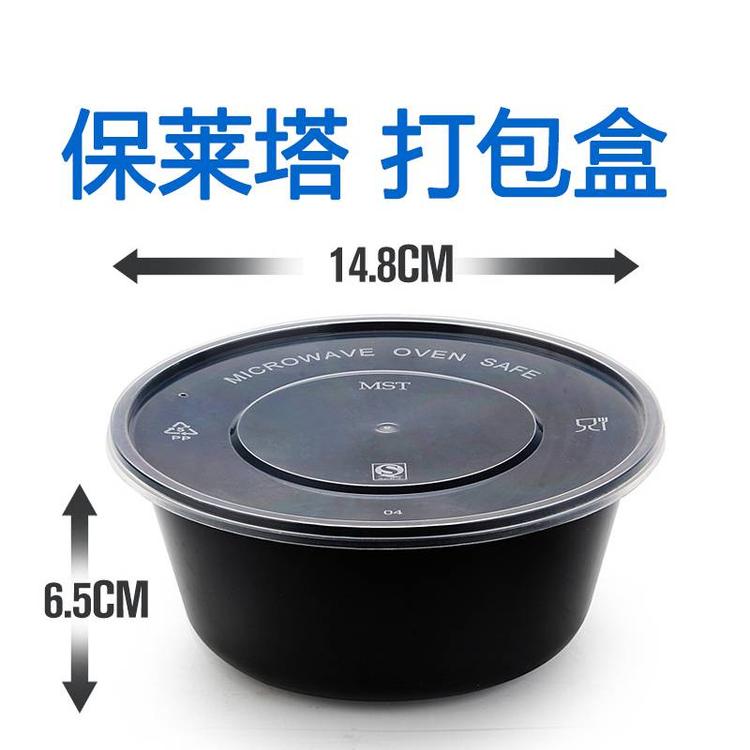 2:控制方法简介以微机为核心的控制系统必须有一个可行的控制算法,整个系统的控制功能主要由控制算法来实现。在工业过程控制中常用的控制算法有常规PID控制、模糊控制、模糊PID控制、神经网络等。在温度控制中,大多采用种控制算法。
2:控制方法简介以微机为核心的控制系统必须有一个可行的控制算法,整个系统的控制功能主要由控制算法来实现。在工业过程控制中常用的控制算法有常规PID控制、模糊控制、模糊PID控制、神经网络等。在温度控制中,大多采用种控制算法。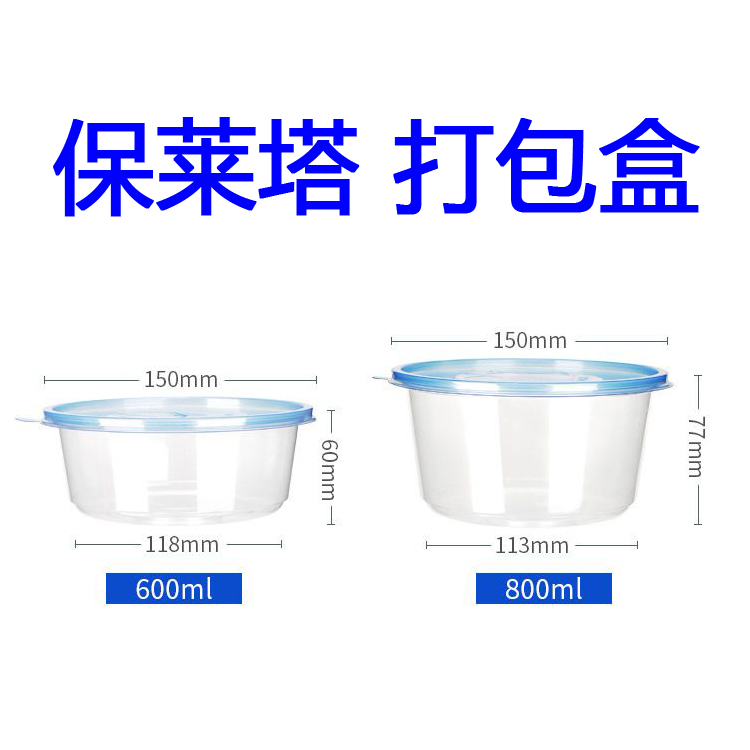 2.1:常规PID控制PID控制器是一种线性调节器,根据给定值,-(£)与实际输出值c(f)构成的控制偏差将偏差的比例、积分、微分通过线性组合构程控制量,对控制对象进行控制。PlD控制系统原理框图如图所示。其数学模型可表示为PID控制是二种建立在经典控制理论基础上的控制策略。由于PID控制的设计算法和控制结构非常简单,且易于补偿系统大多数特性参数的要求,由于原理简单,使用方便,实用性强,大多数的控制对象,均可达到满意的效果。因此生产过程控制中应用的控制方法是PID控制算法。但是,PID控制方法是以建立准确的控制对象的数学模型为基础,其控制性能主要取决于它的参数,在一些控制要求较高、参数不稳定的控制系统中,很难达到理想的控制效果。
2.1:常规PID控制PID控制器是一种线性调节器,根据给定值,-(£)与实际输出值c(f)构成的控制偏差将偏差的比例、积分、微分通过线性组合构程控制量,对控制对象进行控制。PlD控制系统原理框图如图所示。其数学模型可表示为PID控制是二种建立在经典控制理论基础上的控制策略。由于PID控制的设计算法和控制结构非常简单,且易于补偿系统大多数特性参数的要求,由于原理简单,使用方便,实用性强,大多数的控制对象,均可达到满意的效果。因此生产过程控制中应用的控制方法是PID控制算法。但是,PID控制方法是以建立准确的控制对象的数学模型为基础,其控制性能主要取决于它的参数,在一些控制要求较高、参数不稳定的控制系统中,很难达到理想的控制效果。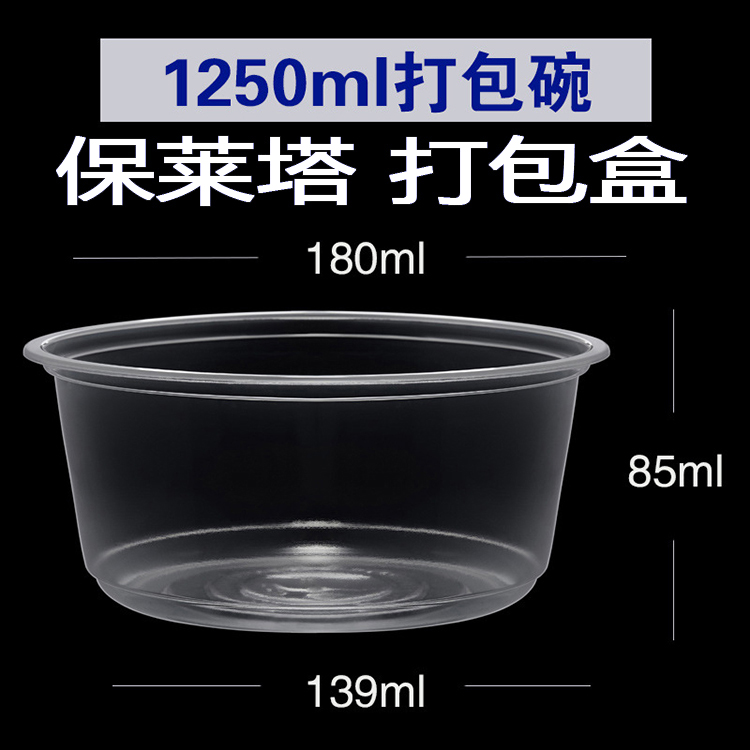 2.2模糊控制模糊控制系统原理如图所示。由模糊量化处理、模糊控制算法、非模糊化处理环节组成模糊控制器。其功能的实现是要先把计算机观测控制过程得到的量转化为模糊输入信息,按照控制经验及策略取得的语言控制规则进行模糊推理和模糊决策,求得输控制量的模糊集,再经模糊判决得出输出控制的量,作用于被控对象.模糊控制器与常规的PID控制器相比,具有无须建立被控对象的数学模型、对被控对象的非线性和时变性具有一定的适应能力,即鲁棒性较好等优点。单纯的模糊控制还存在着一些自身的弱点。如常规的二维模糊控制器是以误差和误差变化作为输入变量,因此,一般认为它具有模糊比例和微分控制作用,但缺少模糊积分控制作用,这使得模糊控制的稳态性较差。
2.2模糊控制模糊控制系统原理如图所示。由模糊量化处理、模糊控制算法、非模糊化处理环节组成模糊控制器。其功能的实现是要先把计算机观测控制过程得到的量转化为模糊输入信息,按照控制经验及策略取得的语言控制规则进行模糊推理和模糊决策,求得输控制量的模糊集,再经模糊判决得出输出控制的量,作用于被控对象.模糊控制器与常规的PID控制器相比,具有无须建立被控对象的数学模型、对被控对象的非线性和时变性具有一定的适应能力,即鲁棒性较好等优点。单纯的模糊控制还存在着一些自身的弱点。如常规的二维模糊控制器是以误差和误差变化作为输入变量,因此,一般认为它具有模糊比例和微分控制作用,但缺少模糊积分控制作用,这使得模糊控制的稳态性较差。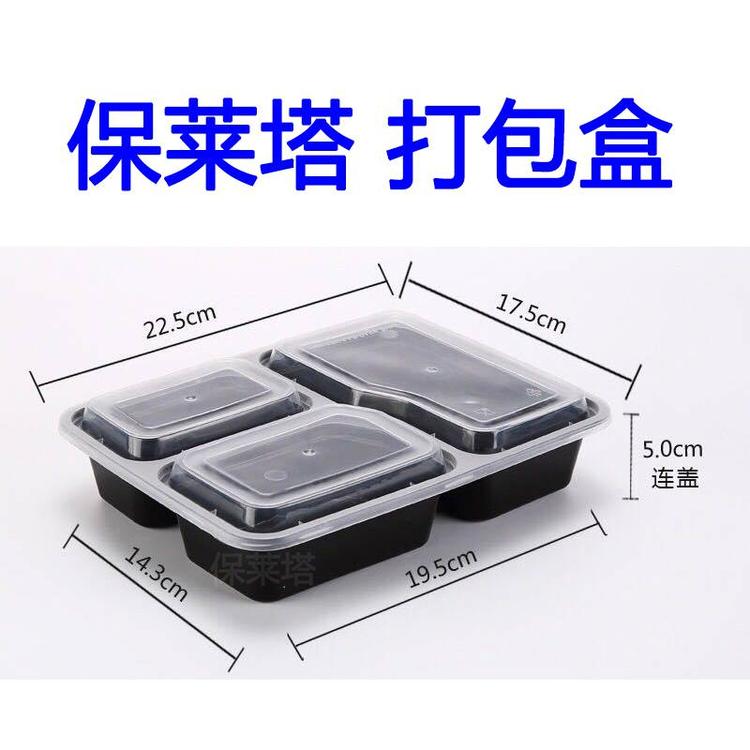 2.3糊自调整PID控制模糊控制理论提供了一种以计算机构成的模糊控制器为核心、以模拟人脑思维方式为基本出发点的反馈控制方法。模糊反馈控制系统和常见的负反馈闭环控制系统具有相似的结构,不同之处是控制装置由模糊控制器来实现。模糊自调整PD控制器是一种在常规PID调节器的基础上,应用模糊集合理论,根据控制偏差值、偏差变化率值,在线自动调整比例系数K、积分系数瓦和微分系数TD的控制器。
2.3糊自调整PID控制模糊控制理论提供了一种以计算机构成的模糊控制器为核心、以模拟人脑思维方式为基本出发点的反馈控制方法。模糊反馈控制系统和常见的负反馈闭环控制系统具有相似的结构,不同之处是控制装置由模糊控制器来实现。模糊自调整PD控制器是一种在常规PID调节器的基础上,应用模糊集合理论,根据控制偏差值、偏差变化率值,在线自动调整比例系数K、积分系数瓦和微分系数TD的控制器。 模糊PID控制是将PID控制与模糊控制相结合的一种控制方法,它集合了模糊控制和PID控制两者的优点。首先利用人工智能的方法将操作人员的调整经验抽象为模糊规则,把规则的条件、操作用模糊集表示,将这些模糊控制规则以及有关信息存入计算机知识库中,然后微控制器根据控制系统的实际响应情况,运用模糊推理,自动实现对PID参数的调整。保莱塔一次性饭盒机器 一次性饭盒加工机器设备
模糊PID控制是将PID控制与模糊控制相结合的一种控制方法,它集合了模糊控制和PID控制两者的优点。首先利用人工智能的方法将操作人员的调整经验抽象为模糊规则,把规则的条件、操作用模糊集表示,将这些模糊控制规则以及有关信息存入计算机知识库中,然后微控制器根据控制系统的实际响应情况,运用模糊推理,自动实现对PID参数的调整。保莱塔一次性饭盒机器 一次性饭盒加工机器设备